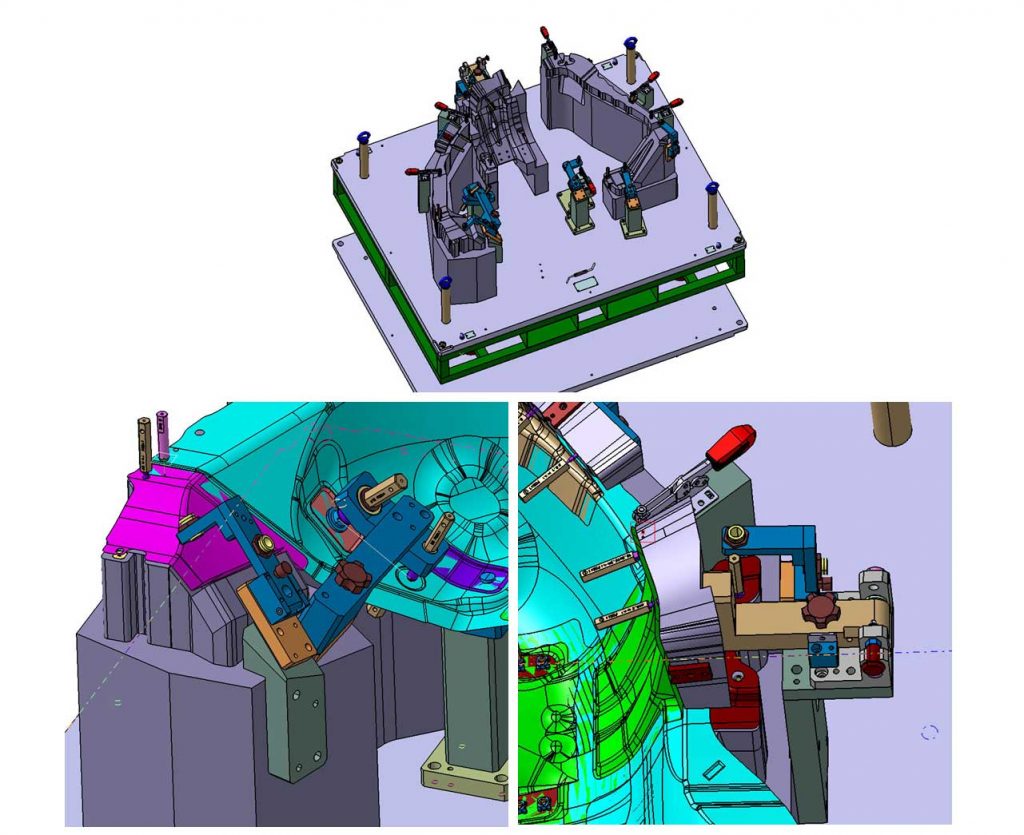
Refuerzo del paso de rueda
En el ejemplo mostrado aquí, el dispositivo permite controlar la pieza final, después de su corte por láser. En consecuencia, en ese caso se puede fijar el sistema de fijación de la pieza, ya que sólo se está controlando una versión de la misma. Para fabricar un útil adecuado para controlar la pieza después de su estampación en caliente y después de su corte final, el útil tendrá que integrar pasadores de soporte retráctiles – véanse los ejemplos de las páginas del Pilar A y del Pilar B -.
Nuestros útiles de control se fabrican en aluminio, los componentes sometidos a desgaste se fabrican en acero. Tolerancias para los puntos de fijación (RPS) y los puntos del reloj comparador: ±0,05mm. Tolerancias de los bloques de simulación: ±0,1 mm.
Documentación mínima: informe dimensional de su útil de control, plano de montaje 2D, CAD de montaje. Documentación opcional: Informe R&R, manual de usuario, certificado de estabilización.
La integración del sistema CAPTOR-S o CAPTOR-C a este tipo de dispositivos permite reducir el tiempo del ciclo de medición en un 70% y mejorar la fiabilidad de la medición. Así, estos sistemas permiten que el proceso de producción sea más reactivo – toma de decisiones más rápida, posibilidad de medir más piezas -. Más información en las secciones CAPTOR-S y CAPTOR-C de este sitio web.
Dispositivo de producción de refuerzos de pasos de rueda