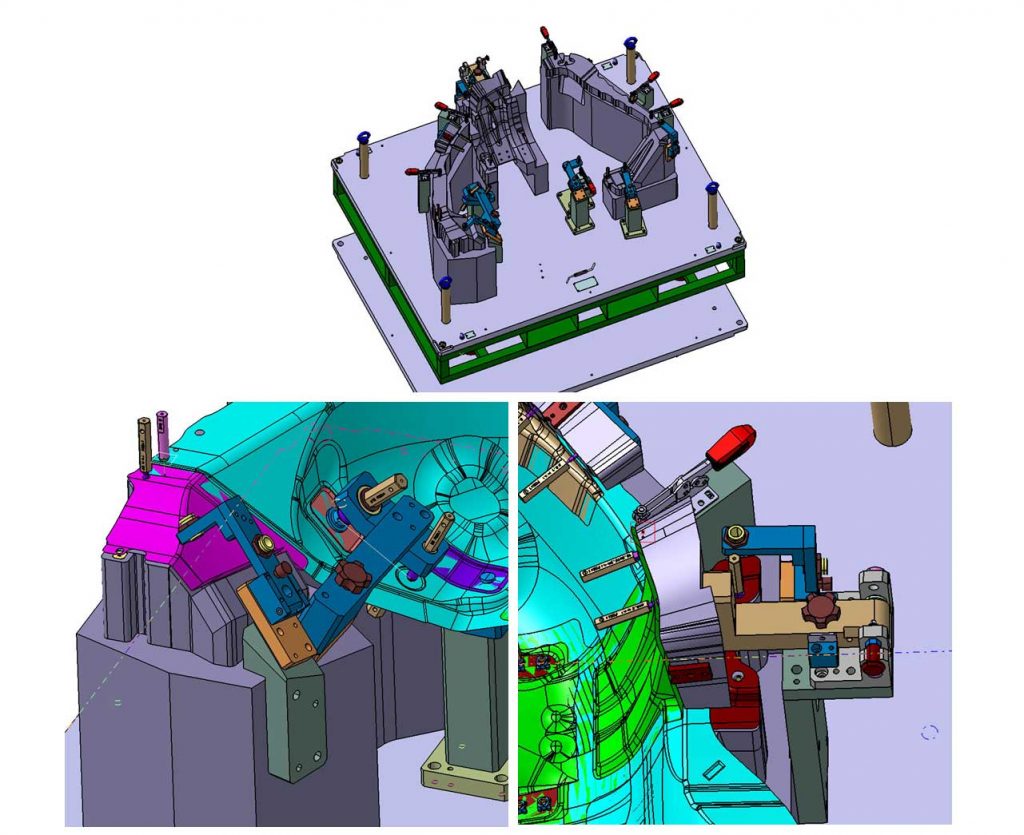
Wheel arch reinforcement
In the example shown here, the fixture enables to control the final part, after its laser-cutting. Consequently, in that case the fixture fixation system can be fixed, as only one version of part is being controlled. To produce a fixture suitable to control the part after its hot-stamping and after its final cutting, the fixture will have to integrate retractable support pins – see examples on A-Pillar and B-Pillar pages –
Our checking fixtures are produced in aluminium, the components submitted to wear-and-tear are produced in steel. Tolerances for RPS (fixation points) and dial indicator points: ±0.05mm. Tolerances for simulation blocks: ±0.1mm.
Minimum documentation: dimensional report of your checking fixture, 2D assembly drawing, assembly CAD. Optional documentation: R&R report, user manual, stabilization certificate.
Integrating CAPTOR-S or CAPTOR-C system to this type of fixture enables to reduce the measurement cycle time by 70% and to improve the reliability of the measurement. These systems thus enable to the production process to be more reactive – quicker decision-making, possibility of measuring more parts -. More information on CAPTOR-S and CAPTOR-C sections of this website.
Wheel arch reinforcement production fixture