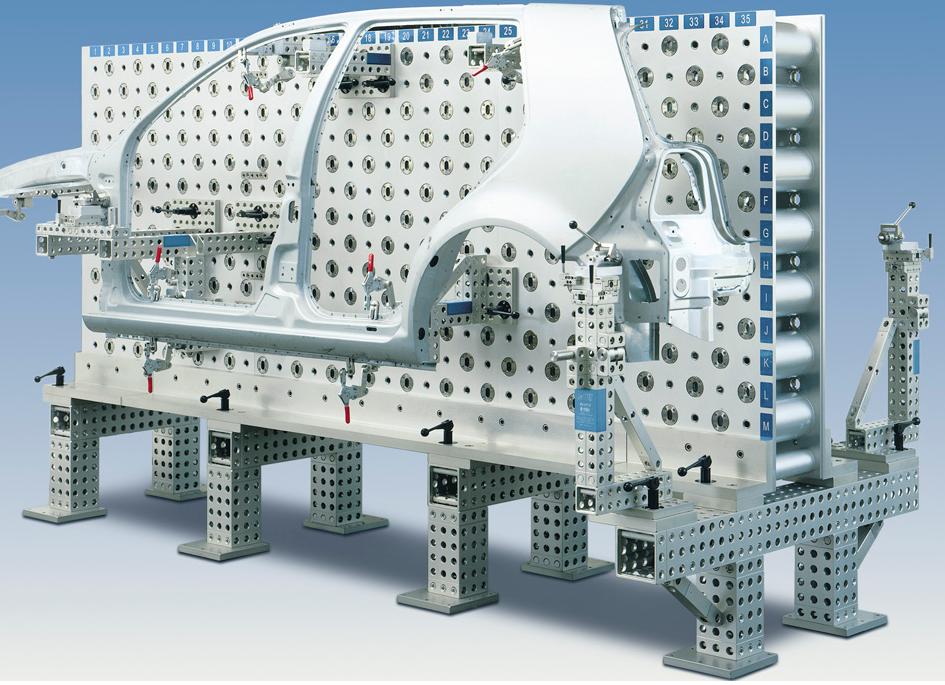
Pilar A
En el ejemplo mostrado aquí, el dispositivo permite controlar dos versiones de la misma pieza – después de la estampación en caliente de la pieza (forma principal y características de la pieza definidas) – después de su corte final por láser (contorno final y agujeros definidos al 100%).
Nuestros útiles de control se fabrican en aluminio, los componentes sometidos a desgaste se fabrican en acero. Tolerancias para los puntos de fijación (RPS) y los puntos del reloj comparador: ±0,05mm. Tolerancias de los bloques de simulación: ±0,1 mm.
Documentación mínima: informe dimensional de su útil de control, plano de montaje 2D, CAD de montaje. Documentación opcional: Informe R&R, manual de usuario, certificado de estabilización.
La integración del sistema CAPTOR-S o CAPTOR-C a este tipo de dispositivos permite reducir el tiempo del ciclo de medición en un 70% y mejorar la fiabilidad de la medición. Así, estos sistemas permiten que el proceso de producción sea más reactivo – toma de decisiones más rápida, posibilidad de medir más piezas -. Más información en las secciones CAPTOR-S y CAPTOR-C de este sitio web.
Accesorio de producción del pilar A