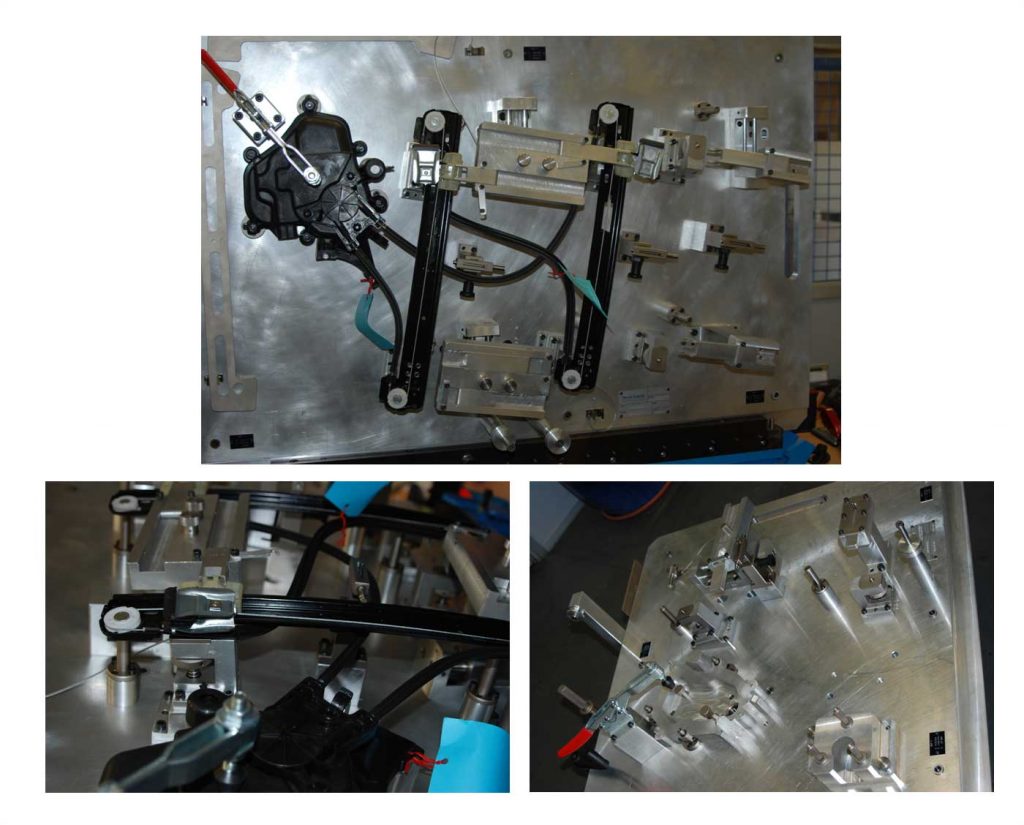
Window opening system
Possibility of controlling window opening systems either as single parts or mounted on the door frames. Usually, complete checking fixtures for window opening systems enable to: control the location of the fixation points, control of the length of the part by pins or dial indicators. For electric systems, another option si to check the position of the electric motor.
Our checking fixtures are produced in aluminium, the components submitted to wear-and-tear are produced in steel. Tolerances for RPS (fixation points) and dial indicator points: ±0.05mm. Tolerances for simulation blocks: ±0.1mm.
Minimum documentation: dimensional report of your checking fixture, 2D assembly drawing, assembly CAD. Optional documentation: R&R report, user manual, stabilization certificate.
Checking fixtures for window opening systems can sometimes integrate a high number of SC (statistical control) points, checked by dial indicator. In such cases, opting for automating the data acquisition process by using CAPTOR-S and CAPTOR-C enables to reduce the measurement cycle time and improve the reliability of the measurements thus increasing the quality of the control of the parts.
Fender skirt production fixture
Checking fixture for window opening system