Dashboard assembly
Several options of control – varying in terms of complexity, control method and La medición de conjuntos de gran tamaño como pueden ser los tableros puede ser automatizada, tanto en su fase de control preserie como en producción:
- en las fases de medición de piezas preserie, el posicionador puede permitir sujetar la pieza para medirla mediante el sistema de control por visión artificial CAPTOR-R. Este sistema permite configurar un programa de medición personalizado y fácilmente modificable a medida que se detectan o descartan zonas a medir, lo que permite al usuario disponer de un programa de medición rápido, y adaptado a sus necesidades de control.
- en las fases de medición de piezas producción: el útil de control dispone de puntos de control por relojes comparadores. La toma de estos puntos puede ser automatizada utilizando el sistema de adquisición de datos CAPTOR-S, que permite enviar los valores medidos por los relojes comparadores a un software, reduciendo así el tiempo de medición y evitando errores. CAPTOR-S dispone además de una función de envío de datos multirelojes, que permite enviar los valores de varios relojes comparadores de forma simultánea, para reducir todavía más el tiempo de medición de la pieza.
Our checking fixtures are produced in aluminium, the components submitted to wear-and-tear are produced in steel. Tolerances for RPS (fixation points) and dial indicator points: ±0.05mm. Tolerances for simulation blocks: ±0.1mm.
Minimum documentation: dimensional report of your checking fixture, 2D assembly drawing, assembly CAD. Optional documentation: R&R report, user manual, stabilization certificate.
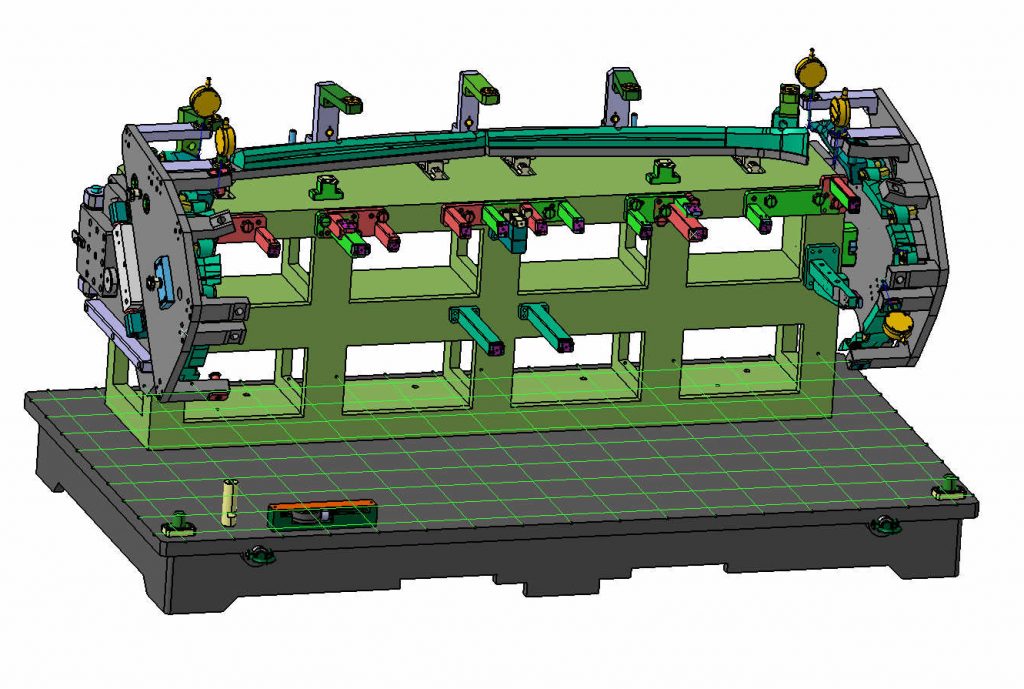
CMM fixture instrument panel assembly
Complete checking fixture instrument panel assembly